

 БӘПөОТГЗ
БӘПөОТГЗ


·ўДЗҝЖКҫҪМЖчЈәseries 180i-mbПөНіІОКэ¶ӘК§ҙҰАн·Ҫ·ЁИзПВЈә
2ЎўҙҰАнPЈҜSұЁҫҜУРКұ»бТэЖрІОКэ¶ӘК§ЎЈИзЈәҙҰАнPЈҜSl01ұЁҫҜЈЁDNCЈ©ЦҙРРЦР¶П№ІУРИэЦЦ·Ҫ·ЁЎЈФЪЗ°БҪЦЦЕЕіэІ»өфұЁҫҜКұЈ¬ұШРлТӘУГ
өЪИэЦЦ·Ҫ·ЁЈ¬¶ш***әуТ»ЦЦ»б“ЛА»ъ”ЎЈ
ўЩ PEWЈҪ1
ўЪPower OFF
ўЫН¬Кұ°ҙDelete Power ONБҪјь
ўЬPWEЈҪO BЈә
ўЩ PWEЈҪ1
ўЪІОКэ901 ЈҪ01000100ёДОӘ0
ўЫ°ҙDELјь
ўЬPower OFF
ўЭPower ON
ўЮІОКэ901 ЈҪ010001000
ўЯPWE= 0 CЈә
ўЩұё·ЭЛщУРPCЎўNCЎўDGNІОКэЈЁ»бЛА»ъЈ©
ўЪPower OFF
ўЫН¬Кұ°ҙRESET POWER ONјьЈ¬PWE= 1
ўЬКдИл900ТФЙПІОКэЈ¬КдИл***-900ІОКэКдИлDGNІОКэ
ўЭPOWER OFF
ўЮPOWER ON
ўЯPWE=0
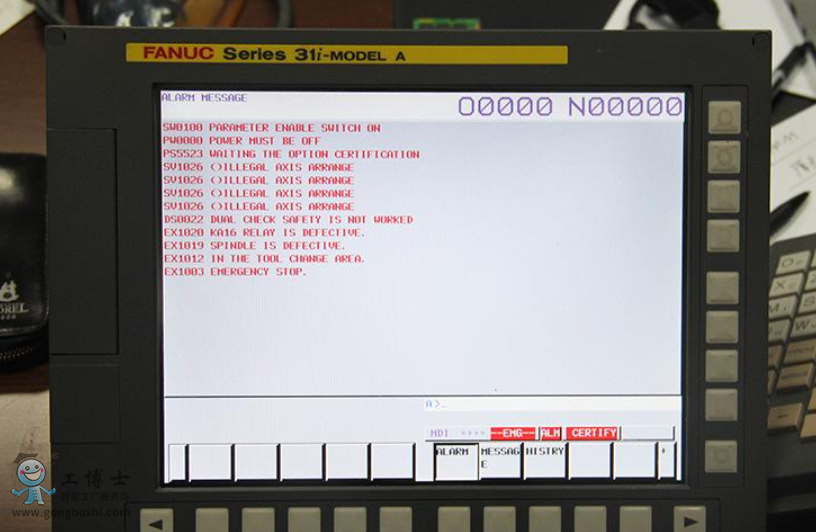
¶юЎў“ЛА»ъ”әуөДЧҙМ¬ПФКҫCRTПФКҫЖБЙПіцПЦИзПВұЁҫҜЈә
417ЈЈX AXIS DGTL PARAM
417ЈЈЎў
427ЈЈЎў
437ЈЈұЁҫҜ·Цұр
427ЈЈY AXIS DGTL PARAM ОӘXЎўYЎўZЈЁ»төЪ3ЦбЈ©Внҙп
437ЈЈZ AXIS DGTL PARAM ІОКэЙи¶ЁТміЈ…… …… өИ
417ЈЈұЁҫҜЈәXЦбУРТФПВМхјюЦ®Т»Ј¬ҫН»бФміЙҙЛҫҜКҫЎЈ
ўЩФЪІОКэNO.8120өДВнҙпРОКҪЈ¬Йи¶ЁЦё¶Ё·¶О§ТФНвөДЦөЎЈ
ўЪФЪІОКэNO.8122өДВнҙпРэЧӘ·ҪПтЈ¬ОҙЙи¶ЁХэИ·ЦөЈЁ111»т-111Ј©
ўЫФЪІОКэNO.8123ВнҙпГҝТ»ЧӘөДЛЩ¶И·ҙАЎВціеКэЈ¬Йи¶Ё0ЛЖПВөДІ»ХэИ·ЦөЎЈ
ўЬФЪІОКэN0.8124ВнҙпГҝТ»ЧӘөДО»ЦГ·ҙАЎВціеКэЈ¬Йи¶Ё0ТФПВөДІ»ХэИ·ЦөЎЈ
427ЈЈЈәYЦбІОКэ·ЦұрОӘNO.8220 NO.8222 NO.8223 NO.8224
427ЈЈЈәZЦбЈЁOMЈ©»төЪ3ЦбЈЁOTЈ©ІОКэ·ЦұрОӘNO.8320 NO.8322 NO.8223 NO.8324
ФӯТтКЗЛщУРЦбөДЙи¶ЁІОКэИ«Іҝ¶ӘК§ТэЖрёчЦбЛЕ·юұЁҫҜЎЈҙЛКұ»ъҙІМұ»ҫЈ¬№ҰДЬҫЎК§ЎЈ
ИэЎў“ЛА»ъ”өДҫЯМеөДҙҰАн№эіМЈәИз№ы»ъҙІіцПЦ“ЛА»ъ”Ј¬КЧПИЗлУл»ъҙІЦЖФмі§ЙМБӘВзЎЈ
***әГФЪі§·ҪЦёөјПВЕЕіэ№КХПЈ¬»ЦёҙФЛРРЎЈПВГжКЗұҫИЛКөјКУцөҪөДОКМвј°ИЎөГі§ЙМЦ§іЦөДҙҰАн·Ҫ·ЁЈә
1ЎўCLEARЈЁЗеіэЈ©КЈУаІОКэН¬Кұ°ҙПВRESETЈ¬DELETEБҪјьЈ¬Іў°ҙPower ONЦұөҪCRTПФКҫЖБіцПЦ°жұҫәЕЈ¬ЗТұд»»әуІЕЛЙҝӘЎЈ2ЎўINPUTЈЁКдИлЈ©ІОКэСЎФсMDIДЈКҪЈ¬·ӯҝӘІОКэЈЁPARAMЈ©»ӯГжЈ¬°ҙПВјұНЈЈ¬ҙтҝӘұЈ»ӨЖчЈ¬PWE=1Ј¬И»әуКдИлІОКэЎЈКдИл·Ҫ·ЁУРЈәMDIКЦ¶ҜКдИләНDNCҙ«КдБҪЦЦЎЈ
AЎўКЦ¶ҜКдИл·ЁЈәТАХХЛж»ъёҪөДІОКэұнТ»Т»КдИлЛщУРІОКэ
ўЩЛщУРPCЈ¬NCІОКэ
ўЪТФЙП№ҰДЬІОКэ
ўЫ96NІОКэ
BЎўDNCКдИл·ЁЈә1Ј©РлПИЙи¶Ё
ўЩ1SO=1
ўЪІОКэ2.0=1 2.7=0 12.0ЈҪ1 12.7ЈҪ0 50ЈҪ11 51ЈҪ11ЈЁНЈЦ№О»=2Ј©
ўЫІОКэЈә250ЈҪ10 251ЈҪ10 552ЈҪ 10 553 ЈҪ 10ЈЁІЁМШВКЈҪ4800Ј©
ўЬІОКэЈә900=00111001ЈЁOMCЈ© ЈҪ00111011ЈЁOMFЈ©
ўЭІОКэЈә901 ЈҪ01000100 917ЈҪ10 ЈЁ»ӯГжіцПЦСЎФсМхјюКұСЎDeleteЈ©
ўЮІОКэЈә38.3=1ЈЁ°лјьРНПИЙиОӘ“1”Ј¬ҙэ¶БИЛІОКэәуЈ¬ФЩЙи38.3=0Ј© Йи¶ЁәуЈ¬ИфCRTПФКҫЖБіцПЦNOT ReadyФтІ»ДЬҙ«КдЈ¬РлЦШРВЙи¶ЁЎЈ
2Ј©КдИлІЩЧчЈә
ўЩMDIДЈКҪПВЈ¬ЦҙРРM51ЈЁDNCҝӘЈ©·ӯҝӘІОКэ»ӯГжЈ¬Н¬°ҙПВEOBЎўINPUTБҪјьЈ¬CRTУТПВҪЗіцПЦ“SKP”ЈЁұкН·Ј©ЙБ¶ҜЎЈ ўЪPCёцИЛөзДФЧјұёәГDNCНЁС¶ИнјюЈЁИзV24Ј©ЙиЦГ»·ҫіІОКэЈә COM1ЈәBaudRate ЈҪ4800 Parity ЈҪNone Data BitЈҪ8bit Stop Bit ЈҪ2 CodeЈҪ130 COM1ЈәBaudRate ЈҪ4800 ParityЈәNone Data BitЈҪ86bit stop Bit ЈҪ2 codeЈҪISO Active Port=COM1 И»әуЗГПВ“ENTER”јьЈ¬ҙЛКұ»ъҙІCRTЙП“SKP”ұдОӘ“INPUT”ЙБ¶ҜЈ¬јҙОӘХэКдИлІОКэЦРЎЈКдИлНкұПЦҙРРM50ЈЁDNC№ШЈ©Ј¬ФЩУГКЦЗГИЛNO.9mТФЙП№ҰДЬІОКэЎЈЈЁЗлТАХХІОКэұнЈ©
ўЫҙ«КдDGNІОКэ·ӯҝӘDGN»ӯГжјҙҝЙЎЈ
ўЬИфУРTAPEЈЁЦҪҙшЈ©·ҪКҪЈ¬ЗлҙУTAPE·ҪКҪЦұҪУҙ«КдЈ¬·Ҫ·ЁН¬З°ЛщКцЎЈ
3ЎўКФ»ъјмСйёчЦЦ№ҰДЬәН»ъҙІҫ«¶ИЎЈ
1Ј©іМРтКдИлНкәуЈ¬ПИІ»ТӘТЖ¶Ҝ»ъҙІј°ЦҙРРMЎўSЎўT№ҰДЬЎЈ
2Ј©Ҫ«ІОКэЈәN0.508=0 N0.509=0 NO.510=0ЈЁXЎўYЎўzЦбФӯөгІ№ХэЈ©N0.700ЎўN0.701ЎўN0.702ПИЙиОӘОӘ99999999ЎЈ
3Ј©ЧцИэЦбөДКЦ¶Ҝ»ШБгЎЈ
4Ј©КдИлІОКэNO.508 NO.509 No.510ЈЁТАХХ»ъҙІІОКэұнЈ©
5Ј©¶ПөзәуЈ¬ФЩЛНөзЈ¬ФЩЧцКЦ¶Ҝ»ШБгЈЁОӘ·АЧІ»ъЈ¬ПИҪ«ёчЦбТЖЦБЦРјдО»ЦГЈ©
6Ј©КдИлІОКэNO.700 NO.701 NO.702ЈЁТАХХ»ъҙІІОКэұнЈ©
7Ј©ҙЛКұНкіЙИ«ІҝІОКэЙи¶ЁЎЈҝЙТФЧРПёјмІйёч№ҰДЬЈ¬КЗ·с»ЦёҙХэіЈЈ¬јмСй»ъҙІёчПоҫ«¶ИЎЈ
ЛДЎўФӨ·А“ЛА»ъ”әН»ъҙІІОКэЧцұё·ЭөДЦШТӘРФЈә КэҝШ»ъҙІөДІОКэИзҙЛЦШТӘЈ¬Т»ө©¶ӘК§»бФміЙЛА»ъЈ¬СПЦШУ°ПмЙъІъЎЈИфЗлі§јТАҙИЛҙҰАнКұјдәЬіӨЈ¬·СУГёЯЈ¬ЛрК§ҙуЎЈИз№ыДЬј°КұҝмЛЩҙҰАнЈ¬»ЦёҙЙъІъЈ¬ҫНҝЙТФҪ«ЛрК§ҪөЦБ***өНПЮ¶ИЎЈИзәОј°КұҙҰАнЈҝ
Ц»УРИПХжЧцәГТФПВФӨ·А№ӨЧчЈә
1ЎўЛж»ъОДјюёҪУРІОКэұнЈ¬Т»¶ЁТӘҪ»ЙиұёІҝ·ЦНЧЙЖұЈ№ЬЈ¬»ъҙІұаәЕТӘЧўГчЈ»јҙК№УГТ»РНәЕөД»ъҙІУРР©№ШјьІОКэ¶јІ»Т»СщЎЈ
2ЎўУРDNCНЁС¶ИнјюөДУГ»§Ј¬ҝЙТФҪ«ГҝМЁ»ъҙІөДёчЦЦІОКэЈ¬КдЦБөзДФЧчұё·ЭЈ»ІўұкГчёГ»ъҙІөДұаәЕУРІОКэАаРНЎЈ
3Ўў¶ФіӨЖЪНЈ»ъөД»ъҙІУҰГҝЦЬҝӘ2Ўў3ҙОБҪРЎКұТФЙПЎЈСПёс°ҙ»ъҙІО¬»ӨЛөГчКйөДТӘЗуәН·Ҫ·ЁЈ¬ёь»»өзіШЈ¬УҰСЎУГёЯРФДЬЈ¬ёЯИЭБҝөДөзіШЎЈ
4ЎўФЪЦҙРРM51КұЈ¬І»ДЬЦҙРРM30ЧФ¶Ҝ¶Пөз№ҰДЬЎЈҫӯіЈНЈөзөДөШЗшНЈөзЗ°№©өзІҝГЕУҰКВПИНЁЦӘЎЈ
5ЎўФЪ»ъҙІіцПЦPЈҜSұЁҫҜКұРиЧЁЦ°О¬РЮИЛФұФЪіЎҙҰАнЈ¬СПҪы·ЗЧЁЦ°ИЛФұЛжұгРЮёДІОКэЎЈ НЁ№эТФЙПёчПоҙлК©ҝЙТФФӨ·АКэҝШ»ъҙІІОКэ¶ӘК§Ј¬ЛдИ»ХвЦЦ“ЛА»ъ”ПЦПуј«ЙЩ·ўЙъЈ¬ЗТУРЕјИ»РФЈ¬ ө«НтТ»·ўЙъҫН»бҙшАҙј«ҙуөДЛрК§Ј¬ТтҙЛФӨ·А№ӨЧчұШРлТӘЧцәГЎЈИфТ»КұІ»Йч¶ш¶ӘК§ІОКэЗлј°КұУл»ъ ҙІі§јТБӘВзЈ¬ФЩҪбәПО¬»ӨЛөГчҪ«ұё·ЭІОКэКдИл»ъҙІЈ¬јҙҝЙ»ЦёҙФЛРР.
№ӨІ©КҝКЗ·ўДЗҝЖ»ъЖчИЛөДТ»ј¶ҙъАнЙМЈ¬·юОсУЪ·ўДЗҝЖ»ъЖчИЛО¬»ӨЎў·ўДЗҝЖ»ъЖчИЛЦЬұЯЙиұёЕдМЧЎў·ўДЗҝЖ»ъЖчИЛұЈСш·юОс
БЛҪвёь¶аРЕПўҝЙөг»чЧЙСҜЈә·ўДЗҝЖ»ъЖчИЛТ»ХҫКҪЧЫәПІЙ№әЖҪМЁ